


ISO 10360-8 standard for 3D scanners
Metrolojİ amaçlı 3D tarayıcıların kolay karşılaştırılması İçİn bİr standart

ISO 10360-08 standardı metnine genel bakış
Endüstriyel ortamlarda kalite süreçlerinin güvenilirliği, kullanılan ölçüm cihazlarına duyulan tam güvenle doğrudan ilişkilidir.
İyi tanımlanmış teknik özelliklere ve açıkça belirlenmiş sınır değerlere sahip bir 3D tarayıcı, uygulama doğruluğunu artırır ve tekrarlanabilir, tutarlı sonuçlar sağlar.
Bu noktada, ISO 10360-8 standardı, tüm üreticiler için test yöntemlerini standardize ederek, cihaz özelliklerinde tutarlılık, şeffaflık ve dolayısıyla kullanıcılar için güvenilirlik sunar.
Sonuç olarak, ISO 10360-8 uyumlu sistemler, kalite kontrol uygulamalarında güvenli ve karşılaştırılabilir ölçüm verileri elde etmek isteyen tüm endüstriyel kullanıcılar için kritik bir avantaj sağlar.
Şüpheli spesifikasyonların sonunu mu görüyoruz?
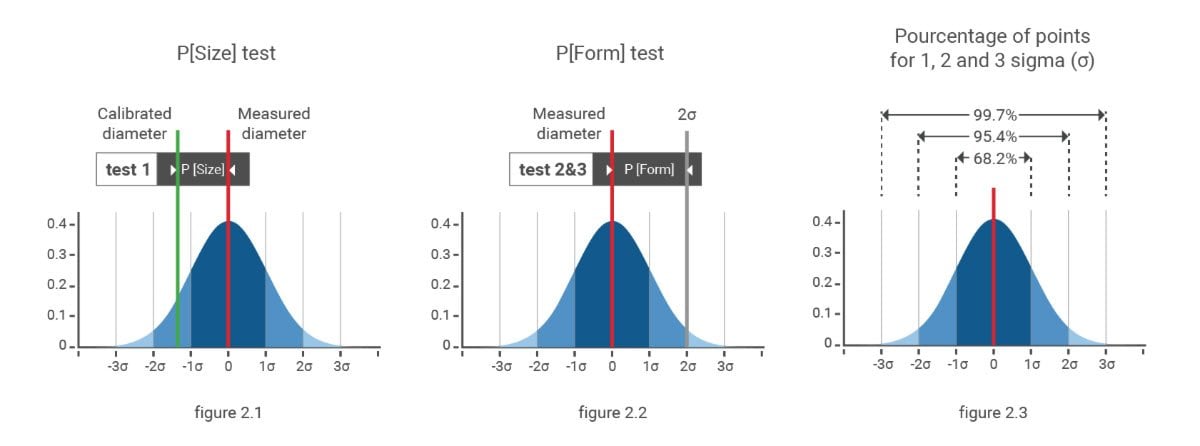
Geçmişte her üretici kendi ürünlerini en iyi şekilde gösteren testleri kullanırdı. Bunun en çarpıcı örneği, tarayıcı ölçümlerinde form sapması spesifikasyonudur. Sırasıyla 15 µm ve 18 µm form hatasına sahip iki tarayıcıyı karşılaştıralım. İlk bakışta ilk tarayıcı daha iyi görünmektedir, ancak form hatası 1 sigma (σ) ile ifade edilirken ikincisininki 2 σ ile ifade edilmektedir. Bu da ilk sonucun en doğru noktaların %68'ini dikkate aldığı, ikincisi gibi %95'ini dikkate almadığı anlamına gelmektedir (bkz. Şekil 2.3). Aslında, ikinci tarayıcının daha iyi performans göstermesi kuvvetle muhtemeldir. Kurnaz bir gözlemci bu hileyi fark edebilecek olsa da, üreticiler tarafından oluşturulan özel testler ürünler arasında karşılaştırma yapmayı neredeyse imkansız hale getirebilir.
ISO 10360-8 hangi 3D tarama teknolojilerini kapsamaktadır?
Standart geniş bir teknoloji yelpazesine hitap eder, böylece çok farklı sistemlerin performansı karşılaştırılabilir. İlgili tipik ölçüm prensipleri triangulation ve coaxial mesafe ölçümüdür. İlki yapılandırılmış çizgi projeksiyonu, Moiré, yarık ışık projeksiyonu, nokta taraması vb. içerirken, ikincisi interferometri ve konfokal sistemleri içerir.
KREON TARAFINDAN GERÇEKLEŞTİRİLEN ÜÇ ANA TEST
Testler nasıl gerçekleştirilir?
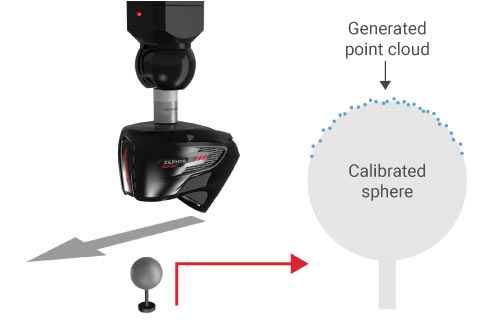
Kreon tarayıcıları lazer triangulation prensibini kullandığından, ISO 10360-8'e göre test etmek için bir CMM kullanılarak doğrusal bir şekilde hareket ettirilmeleri gerekir. Birçok durumda hem CMM hem de tarayıcı performans özelliklerinin iyi bir değerlendirmesini sağlayan çok sayıda test tanımlanmıştır. Tarayıcılar için testler şu hataları belirler: gürültü, sayısallaştırma hatası, görüntü bozulması, numune yüzeyi ile optik etkileşim, standardizasyon hatası, yanlış algoritma. Aşağıdaki analiz Kreon tarafından kullanılan üç temel teste dayanmaktadır.
Test 1: İzin verilen maksimum problama boyutu hatası hatası - Tümü
MPE (P[Size.Sph.All:Tr:ODS])
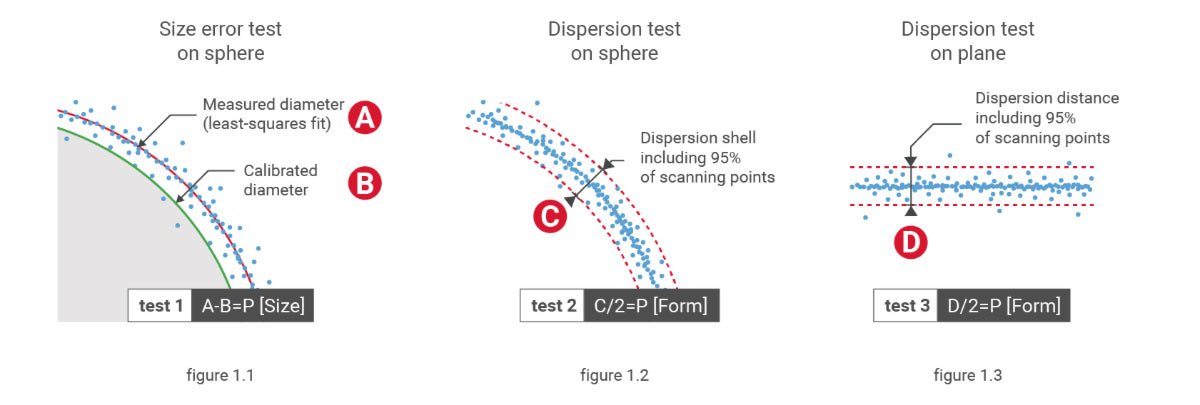
Bu test, bir boyutu ölçerken tarama hatasını belirler. Bir referans küre üzerinde gerçekleştirilir ve tarayıcı tarafından ölçülen çap (taranan tüm noktalardan en küçük kareler yöntemiyle çıkarılır) ile taranan kürenin gerçek çapı arasındaki farkı verir. Sonuç 0' a ne kadar yakınsa, tarayıcı geometrik şekillerin boyutunu ölçerken o kadar doğrudur.
Nasıl ilerliyoruz (1.1 ve 2.1 şekilleri)
Kalibre edilmiş küreyi tarayın.
Oluşturulan tüm noktalarla, en küçük kare uyum yöntemiyle Ölçülen çapı hesaplayın.
Aşağıdaki farkı yapın: Ölçülen çap - Kalibre edilmiş çap = Test sonucu..
Test 2: Bir küre üzerindeki problama dağılımının izin verilen maksimum sınırı
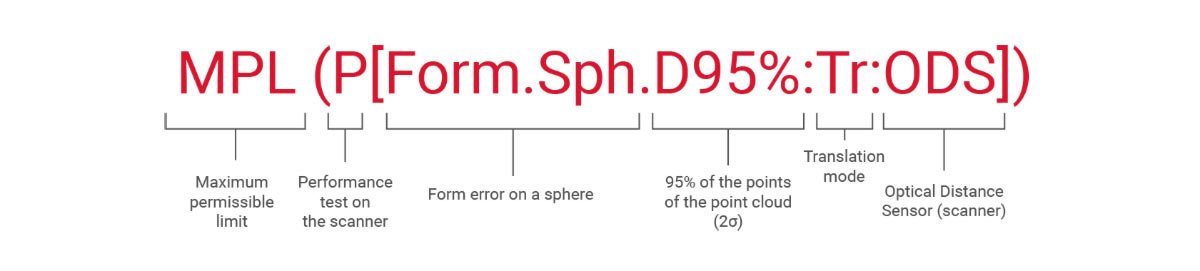
MPL (P[Form.Sph.D95%:Tr:ODS])
Bu test, taranan bir yüzey üzerindeki noktaların dağılımını belirler (Şekil 1.2). Ölçüm gürültüsünü değerlendirmek için kullanılabilir. Kalibre edilmiş bir küre üzerinde gerçekleştirilir, kürenin etrafına (bir kabuk gibi) taranan noktaların %95'ini (2 σ) kapsayan bir zarf çizer. Test sonucu için, kabuğun kalınlığı +/-2 σ olarak ifade edildiğinden ikiye bölünür. Değer sıfıra ne kadar yakınsa, nokta bulutu o kadar az gürültülüdür.
Nasıl ilerliyoruz (1.2 ve 2.2 şekilleri)
Kalibre edilmiş küreyi tarayın.
Oluşturulan noktaların %95'ini içeren küresel bir kabuğun genişliğini hesaplayın.
1/2 Kalınlık = Test sonucu.
Test 3: Bir düzlem üzerinde izin verilen maksimum problama dağılım sınırı
MPL (P[Form.Pla.D95%:Tr:ODS])
Bu test, aynı ilkeleri uygularken bir öncekini tamamlar. Burada lazer çizgisi, kürede olduğu gibi kısmen değil, bütünüyle test edilir. Ölçüm gürültüsü bir küre yerine bir düzlem temel alınarak belirlenir. Test, iki paralel düzlem arasındaki taranan noktaların %95'ini kapsar. Test sonucu için bu iki düzlem arasındaki mesafe +/-2 σ olarak ifade edildiği gibi ikiye bölünür. Değer sıfıra ne kadar yakınsa nokta bulutu o kadar az gürültülü demektir.
Nasıl ilerliyoruz (1.3 ve 2.2 şekilleri)
Düzlemin taranması.
Oluşturulan noktaların %95'ini içeren iki düzlem arasındaki minimum mesafeyi hesaplayın.
1/2 Mesafe = Test sonucu..
ISO 10360-08 testlerin açıklaması
Testlerin, ortalama değerleri etrafındaki noktaların popülasyonunu temsil eden bir Gauss eğrisi üzerinde ifade edilmesi.
Test açıklaması için notasyon sistemi
P ou E ?
- P = Performans. P, örneğin nokta bulutunun dağılım değeri gibi tarayıcının bir performans parametresini ifade eder.
- E = Error. E, örneğin bir kürenin boyutundaki hata gibi bir ölçüm hatasını ifade eder.
MPL ou MPE ?
Test ölçümleri hatalı olmadığında, izin verilen maksimum hata (MPE) spesifikasyonunun aksine izin verilen maksimum limit (MPL) kullanılır; bu nedenle, bir MPL spesifikasyonunun test edilmesi, ilgili bir kalibrasyon ile artefaktların kullanılmasını gerektirmez.
Üretici tarafından belirtilen MPL ve MPE değerleri, ilgili sistemin izin verilen maksimum değerlerden daha iyi performans göstermesini garanti eder.
STANDARTTA TANIMLANAN TÜM TESTLER YAPILMAK ZORUNDA MI?
Neden LDia testi yapılmıyor?
LDia testi, mafsallı bir kol ile donatılmış CMM'lerin performansını belirler. Bir küreyi 5 farklı yönde konumlandırılmış bir tarayıcı kullanarak ölçer. CMM hatalarını ve döner kafanın (örneğin PH10) hatalarını birleştiren bu test, tarayıcılardan ziyade mafsallı sistemlerin hatalarına odaklanan testler arasındadır. Bu nedenle Kreon'da bu sonucu tarayıcı spesifikasyonlarımıza dahil etmiyoruz.
Bununla birlikte, bir CMM'i bir tarayıcı ile yapılandırırken, bu test özellikle çoklu indeksleme kafası ile ilgili belirsizlikleri doğrulamak için yararlı olabilir.
Neden uzunluk ölçümlerini test etmiyorsunuz?
Uzunluk ölçüm testleri, CMM' in önemli ölçüde hareket etmesini gerektirir ve bu da onları özellikle tarayıcıyı değil, CMM'i test ederken gerçekleştirilecek testler kategorisine yerleştirir.
Bazı testler alakasız mı?
Çok sayıda test, bulut noktalarının 25 nokta kadar az tutularak çok önemli ölçüde azaltılmasına dayanmaktadır. Bu noktaları seçmek için mevcut olan çeşitli yöntemlerden en basit olanı, eşit olarak dağıtılmış 25 bölgenin her birinde tek bir nokta seçmekten ibarettir. Bu, en iyi 25 noktayı almayı kolaylaştırır ve hiçbir şekilde tarayıcının normal kullanımdaki performansını yansıtmayan mükemmel sonuçlar sağlar.
Özellikle CMM üzerindeki tarayıcılar için uygun olan ISO 10360-8 standardı, farklı teknolojiler kullanan çok çeşitli tarayıcılar için güvenilir özellikler sağlar. Giderek daha fazla benimsenmesi, piyasada bulunan tarayıcıların performans verilerinin daha anlaşılır hale getirilmesinde büyük bir yardımcıdır. Alıcılar, metroloji uzmanları ve mühendisler artık sürekli genişleyen bu ürün yelpazesi hakkında gerçek resmi görmeye başlayabilirler. Bu şeffaflık ve netlik çabasını destekleyen Kreon, 2016 yılından bu yana tüm yeni tarayıcı spesifikasyonlarını ISO 10360-8'e dayandırmaya kararlıdır.